Estimation of Temperature, Microstructure and Deformations in Strip Hardening Industrial Process
In automotive and construction markets, the quest for high strength to weight ratio components is continuously increasing. Therefore, reducing the rejection level of the heat treated advanced high strength steel (AHSS) strips is an active research area. In this study , the evolution of the residual stress and strip flatness in an industrial hardening line are investigated. Most contribution to residual stress and flatness are introduced by the quenching in the lead bath and subsequent roll leveling where also martensite forms during the process. The introduced models compute the stress and deformation due to bainite and martensite transformations as well as thermal shrinkage during cooling (or quenching). The latent heats, transformation induced plasticity (TRIP), creep, geometrical nonlinearity (large deformations and bending by leveling rollers) are considered.
The temperature field and the displacement field are computed using the built-in heat transfer in solids and solid mechanics physics in Comsol Multiphysics. Other state variables which are stored at integration points such as the phase fractions, transformation induced plastic strains, creep strains, etc., are implemented as distributed ordinary differential equations. The transformation kinetics for bainite formation is assumed to obey the Scheil’s additivity rule and Johnson-Mehl-Avrami-Kolmogorow (JMAK) equation. The martensite transformation is described by the Koistinen-Marburger (KM) equation. The phase transformation plasticity is based upon the Greenwood–Johnson (GJ) mechanism. The material properties of each phase are described by temperature dependent functions and the overall properties are expresses using mixture rules. Moreover, plasticity with phase fractions and temperature dependent yield stress is included.
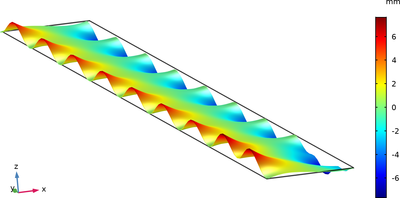
The strip is assumed to be stress and deformation free and fully austenite before quenching in lead bath. Then, it is quenched to almost uniform temperature just above the martensite transformation start temperature. Afterwards, it is cooled down uniformly to obtain a martensitic microstructure. During the martensite transformation, the strip is constrained in out of plane direction by a series of leveling rollers. These level rollers also bend the strip up and down which produce a light increase in the overall tensile stress and introduces controlled bending stresses at the strip cross-section. The superposition of externally generated stress state and initial residual stress state are then mostly relaxed and equalized by the development of inelastic strains (including TRIP and creep phenomenon).
The solution strategy is composed of following four steps: 1) Compute temperature and microstructure of the moving strip (3d model). 2) Compute bending configuration of the strip in the level-rollers (2d contact model). 3) So-called 2.5d deformation analysis by a generalized plane strain (2d transient). 4) 3d linearized buckling analysis using the stress state from step 3 (3d eigenvalue).
The temperature evolution along the strip during the heat treatment process was measured by a special in-situ campaign performed at HUVO. The measured temperatures were used to estimate the heat transfer coefficients in the lead bath. Also, the measured temperature was used in the dilatometry measurements by IMZ e.g., to get material TTT-diagram or creep characteristics. The simulations of the experiments are performed to calibrate and validate the material model.
Download
- 2621_Kay_Presentation.pptx - 2.33MB
- 2621_Kay_Paper.pdf - 1.76MB